FS-Elliott Compressor Cooler

Main Parameters
The ultimate thermal management solution for centrifugal air compressor systems, delivering unmatched cooling efficiency and reliability.
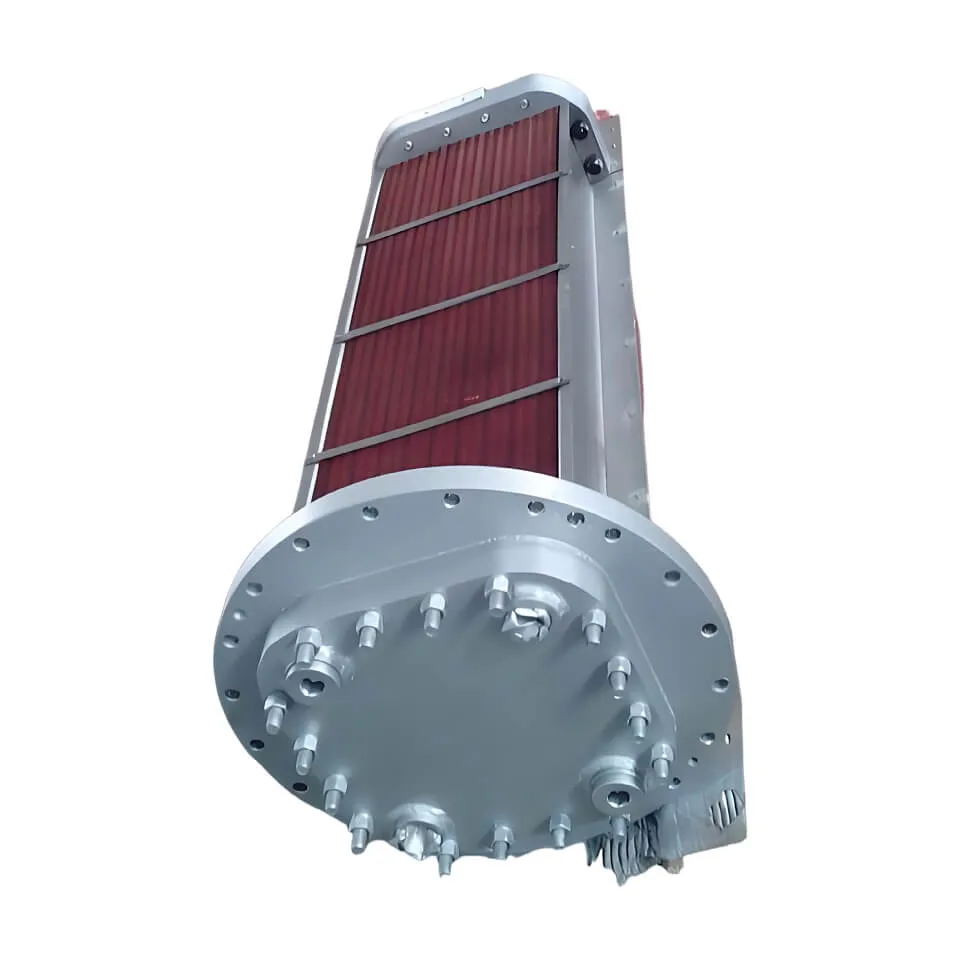
The FS-Elliott Compressor Oil Cooler (referred to as "FS-Elliott Oil Cooler") is an industrial-grade heat exchange device specifically designed for centrifugal air compressors. Its primary function is to maintain compressor oil temperature within safe operating limits through forced heat exchange, ensuring system stability.
This cooler's technology originates from FS-Elliott's turbomachinery thermal management expertise dating back to its 1924 acquisition of KERR Turbine Company. The core design holds API672 certification and complies with ISO 8573-1 CLASS 0 oil-free air standards. Representative models like S0504002 incorporate patented spiral-grooved stainless steel tubes and external finned tubes through localized production at manufacturing partners like Wuxi Cooler Equipment Co., delivering heat dissipation performance matching global top-tier brands.
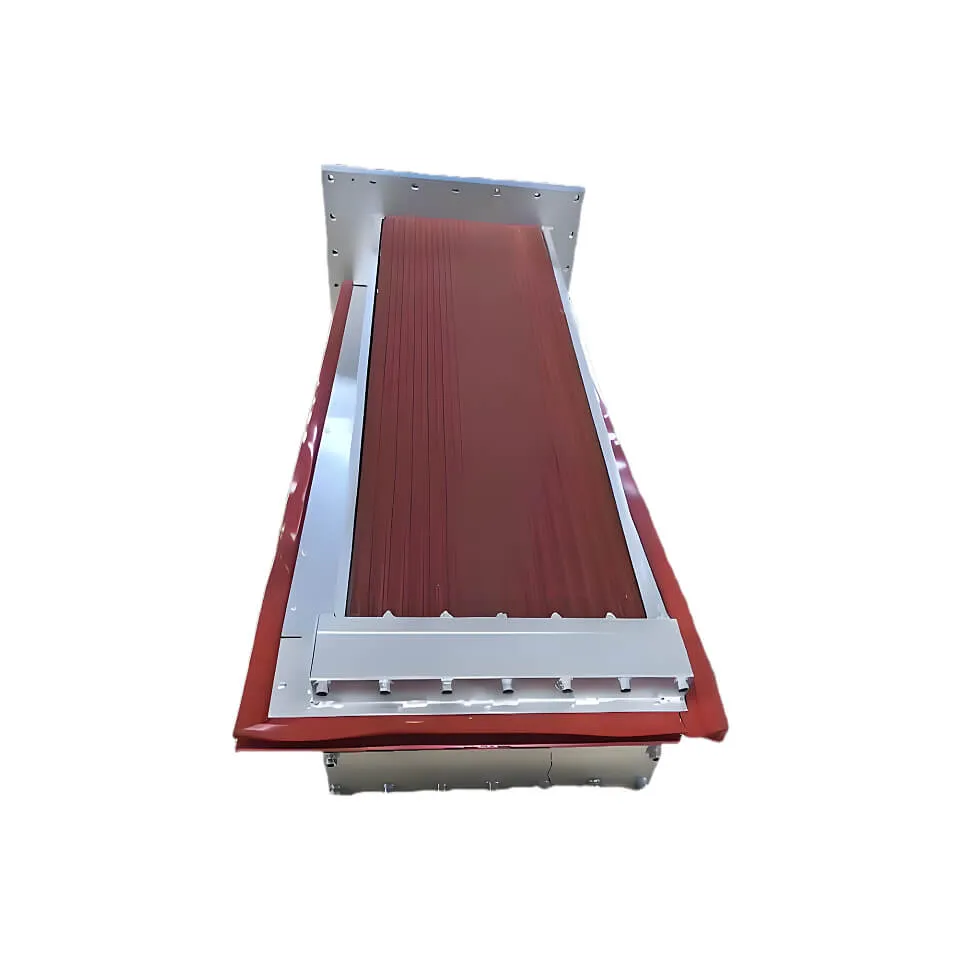
The cooler body consists of three-stage heat exchange units:
Each module features straight-through tube design for gas-liquid separation, with self-cleaning filters capturing particles ≥0.5mm. The full-capacity auxiliary oil pump system maintains 100% cooling capacity during main pump failures.
The spiral-grooved stainless steel tube technology increases turbulent flow by 40%, while external finned tube structure (8:1 fin ratio) expands heat dissipation area by 65% within same volume. Field data shows 18% energy savings versus conventional coolers in 3,500CFM petrochemical applications.
Project: LNG Terminal Booster System Retrofit
Date: 2023 Q3
Pre-Retrofit Issues:
Solution:
Results:
High Oil Temperature:
Excessive Pressure Drop:
Critical Spares:
Inventory Model: ABC classification with VMI for 70% high-value (A) items, safety stock + dynamic replenishment for B/C items.
The FS-Elliott Compressor Oil Cooler integrates century-old turbomachinery thermal expertise with modern engineering to deliver a three-dimensional technical system encompassing efficiency, reliability, and maintainability. Typical applications achieve 25,000+ hours MTBF and 35% annual maintenance cost reduction. Industry 4.0 advancements will focus on:
As energy transition and smart manufacturing advance, FS-Elliott oil coolers will continue providing superior thermal management solutions, supporting global industry's transition toward low-carbon, intelligent operations.



| Brand Name: | Fete Vessel | Design Standard: | ASME, PED, CE |
|---|---|---|---|
| Place of Origin: | China | Condition: | New |
| Warranty: | 3 years | Production standard: | GB150.ASME.European standard. |
What are your strengths?
Ans. Our strengths lie in our expertise in design and manufacturing.
What is your estimated delivery time?
Ans. The delivery time varies depending on the specific product. Typically, it ranges from 10 to 40 working days.
What are your primary product offerings?
Ans. Our primary product offerings include industrial heat exchangers, pressure vessel, air dryer.
How can I get in touch with you?
Ans. We are available 24/7 through TradeManager for immediate assistance. Alternatively, you can contact us via email, WhatsApp, Skype, or WeChat. Select one of our products and message us, and we will promptly respond.
What are your payment terms?
Ans. Our payment terms require a 50% TT deposit in advance, with the remaining 50% TT balance due before delivery. We also offer the option of utilizing Alibaba Trade Assurance Service. We welcome any additional suggestions or inquiries regarding payment methods.
Feel free to Ask questions
Fete Vessel supports engineers and purchasing teams who need a reliable replacement for FS-Elliott Compressor Oil Cooler. Share the compressor model, cooler dimensions, drawings, operating pressure, temperature, medium, and old part photos, and our team will compare the details before recommending a suitable manufacturing plan.
Fit and drawings
We review cooler dimensions, nozzle position, mounting size, drawings, old part photos, and site installation details.
Material and test
Each order can be checked for material, tube bundle layout, pressure test requirements, coating, packing, and delivery schedule.
Repair or replace
For urgent maintenance projects, we can help check whether an existing cooler can be repaired, retubed, or replaced.


We have collaborated with many well-known enterprises, contributing to their success and establishing a strong reputation as a trusted partner in the industry.



